
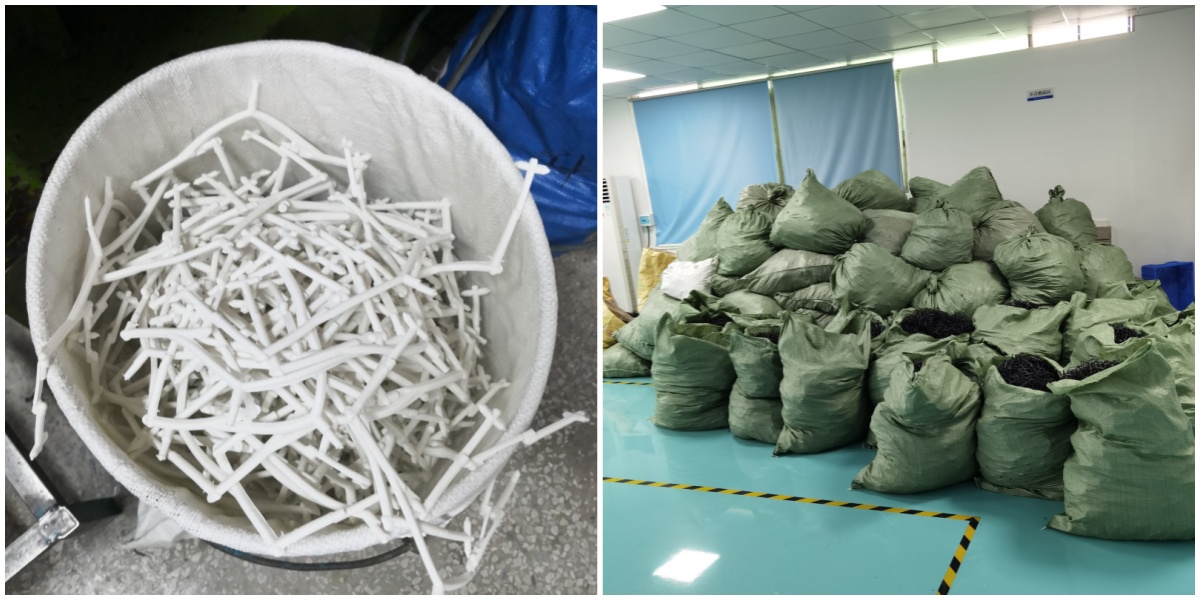
NårstøpematerialetNår plastinjeksjonsstøping varmes opp én gang, vil det forårsake fysisk skade på grunn av mykgjøring. Ved oppvarming fra normal temperatur til høy temperatur, sprøytestøping, går innløpsmaterialet tilbake fra høy temperatur til normal temperatur. De fysiske egenskapene begynner å endre seg. Generelt sett vil det ta 2–3 timer før de fysiske egenskapene når fullstendig 100 % ødeleggelse etter én mykgjøring. Utstyret for umiddelbar knuse- og resirkulering er å ta ut plastinnløpsmaterialet ved høy temperatur og umiddelbart sette det i maskinen for å knuse, transportere og sile pulveret, og bruke det umiddelbart innen 30 sekunder i et visst forhold.
Kjennetegn på plaststøpematerialer
I dagens samfunn er konkurransen i næringslivet hard. Effektiv ledelse og rutinemessig høy fortjeneste er målene alle bedriftseiere streber etter. Og å «senke kostnader og forbedre kvaliteten» er den eneste måten å oppnå bærekraftig drift på. Den største kostnadsbyrden i plastindustrien er langsiktig kjøp av plastmaterialer. Forutsatt at alle kjøper til samme pris, kan hvordan man maksimerer marginalfordelene redusere kostnader og forbedre konkurranseevnen. Alle vet dette. Spørsmålet er hvordan man gjør det?
For å si det enkelt:I plastproduksjonsprosessen kan den redusere defektraten, øke produksjonen, effektivt resirkulere defekte produkter uten å påvirke kvaliteten, og oppnå lavkarbon, miljøvern og energibesparelser, og disse operasjonene kan fullføres automatisk, og dermed bli ideelle.
Produksjonen av innløpsmaterialer har fire egenskaper:regelmessighet, sikkerhet, timing og kvantifisering.
Når den produseres, skal den generelt være ren og tørr; den er ikke forurenset og absorberer ikke fuktighet, så den har betingelser for umiddelbar resirkulering, det vil si at umiddelbar resirkulering av termoplastplastmaterialer har oppstått.
1. Kjennetegn ved umiddelbar resirkulering av plaststøpematerialer
1.1. Fire elementer for umiddelbar resirkulering av støpematerialer
1) Rengjør:Forurensede gjenstander kan ikke resirkuleres umiddelbart. Generelt sett er det renest å resirkulere sprøytematerialet umiddelbart når det genereres.
2) Tørking:Når strålematerialet tas ut, settes det umiddelbart i gjenvinningsanlegg for å være varmt og tørt.
3) Fast forholdstall:
Støpematerialet er 100 % resirkulert og kastes i én om gangen. Selvfølgelig er proporsjonene i hver form de samme.
Hvis 50 % av innløpsmaterialet resirkuleres, vil innløpsmaterialet knuses umiddelbart. Den automatiske gjenvinningsenheten har en valgventil for regulering.
4) Silpulver:Når fint støv kommer inn i høytemperaturskruen, vil det bli forkullet og karbonisert, noe som vil påvirke de fysiske egenskapene, fargen og glansen, så det må siles ut.
1.2. Flytskjema for umiddelbar knusing og resirkulering av plaststøpematerialer:Makulering og resirkulering
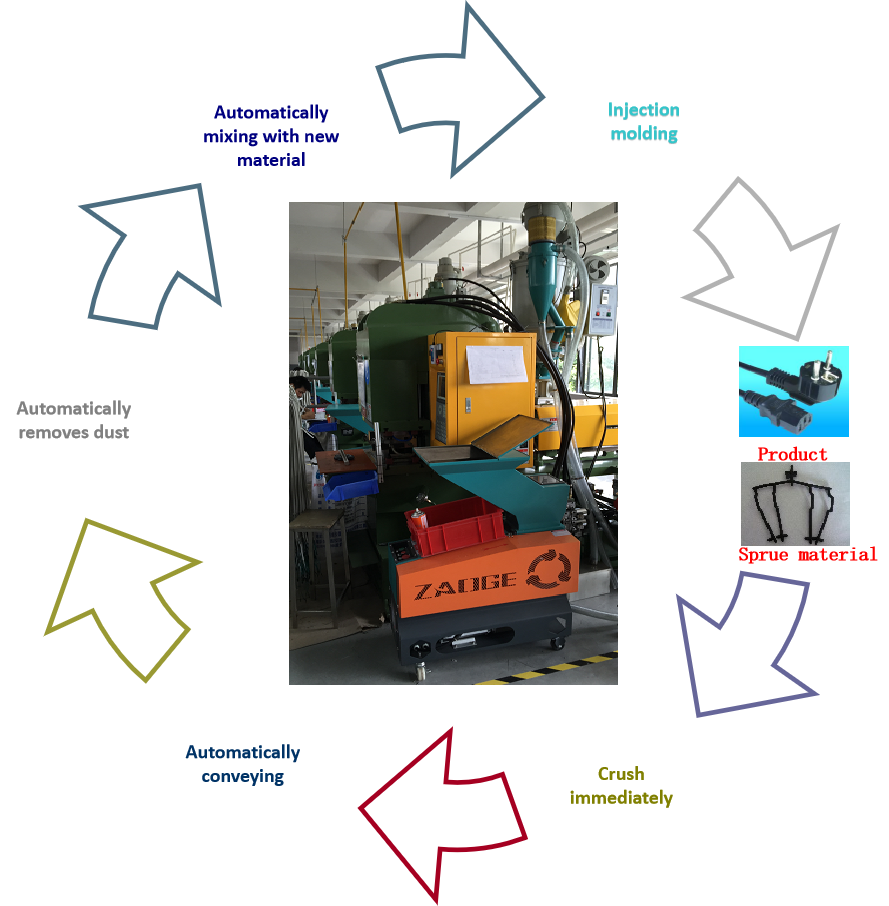
Plaststøpematerialet knuses umiddelbart og resirkuleres innen 30 sekunder, slik at støpematerialet ikke forurenses av oksidasjon og fukting (absorpsjon av vanndamp i luften), noe som vil føre til at plastens fysiske egenskaper – styrke, spenning, farge og glans – blir skadet, og dermed forbedres kvaliteten på det støpte produktet. Kvalitet; dette er hovedverdien til dette «Utstyr for umiddelbar resirkulering«. Og det kan redusere avfall og tap av plast, arbeidskraft, administrasjon, lager og innkjøp av materialer. Reduser kostnader og forbedre kvaliteten for å sikre bærekraftig forretningsdrift.»
ZAOGE plastknuserfor plastinjeksjonsstøping og ekstruderingindustrien, blåsestøper, termoformer.
Publisert: 05. mai 2024







